动力电池生产线喷码适配方案-LINX领新
动力电池生产全程处于低湿无尘车间,静电管控等级远高于普通制造产线,同时电芯、壳体、模组需要贯穿全工序唯一追溯标识,标识需要耐受电解液侵蚀、高温化成、模组挤压等后道制程。普通通用打码设备缺少锂电工况专项防护,运行产生的静电会损伤电芯内部结构,激光设备热辐射会破坏壳体承压结构,喷码墨水无法抵御电解液腐蚀,都会造成产线不良品上升。LINX领新深耕锂电标识工艺,针对动力电池前段电芯、中段壳体、后段PACK模组、辅线线束四大工位,打造分工位适配、全域防静电、数据互通联动的专项喷码打码一体化方案。
.jpg")
一、动力电池产线对打码设备的硬性工艺门槛
锂电行业标识设备需要满足三类专属生产标准,区别于包装、日化等常规行业设备。设备整机需要做全回路静电疏导设计,杜绝静电击穿电芯隔膜;激光打码需要可控热影响区,避免壳体微观裂纹影响电池安全性能;所有标识内容需要接入车间MES系统,实现电芯码、壳体码、模组码全线绑定溯源。同时车间低湿环境会加剧静电聚集,设备电路与喷头结构需要适配长期干燥工况运行。
二、通用打码设备落地锂电产线的常见问题
常规喷码设备静电疏导能力不足,干燥车间静电持续堆积,干扰墨滴偏转轨迹,出现标识残缺问题。普通激光设备热影响区间不可控,金属壳体打码产生的热量会改变表层金相结构,埋下壳体开裂隐患。通用墨水接触电解液后快速脱落,无法满足多道工序流转后的标识可读要求。多台独立打码设备数据互不连通,无法完成电池全生命周期数据绑定。
三、领新锂电分段式打码方案整体设计思路
整套方案遵循低温无损伤、全域防静电、数据同源互通三大原则,前端柔性电芯采用冷喷墨喷码,中段金属壳体采用低热激光打码,后端模组及线束采用通用喷码设备补齐标识,全线设备接入统一后台,实现追溯码一键同步、参数统一管控,适配方形电芯、圆柱电芯、软包电芯全品类动力电池产线。
四、分工位设备选型及原厂硬件参数
1. LINX 9810:辅线线束、绝缘配件赋码工位
整机IP55防尘防潮机身,适配锂电干燥无尘车间环境,内置±15kV静电疏导模块,释放工位残余静电。本机存储50组生产模板,支持1-5行字符喷印,基础断电记忆可留存72小时运行参数。选用领新耐电解液专用墨水,适配塑胶绝缘件、高压线束表层标识,满足辅材基础批次追溯需求。
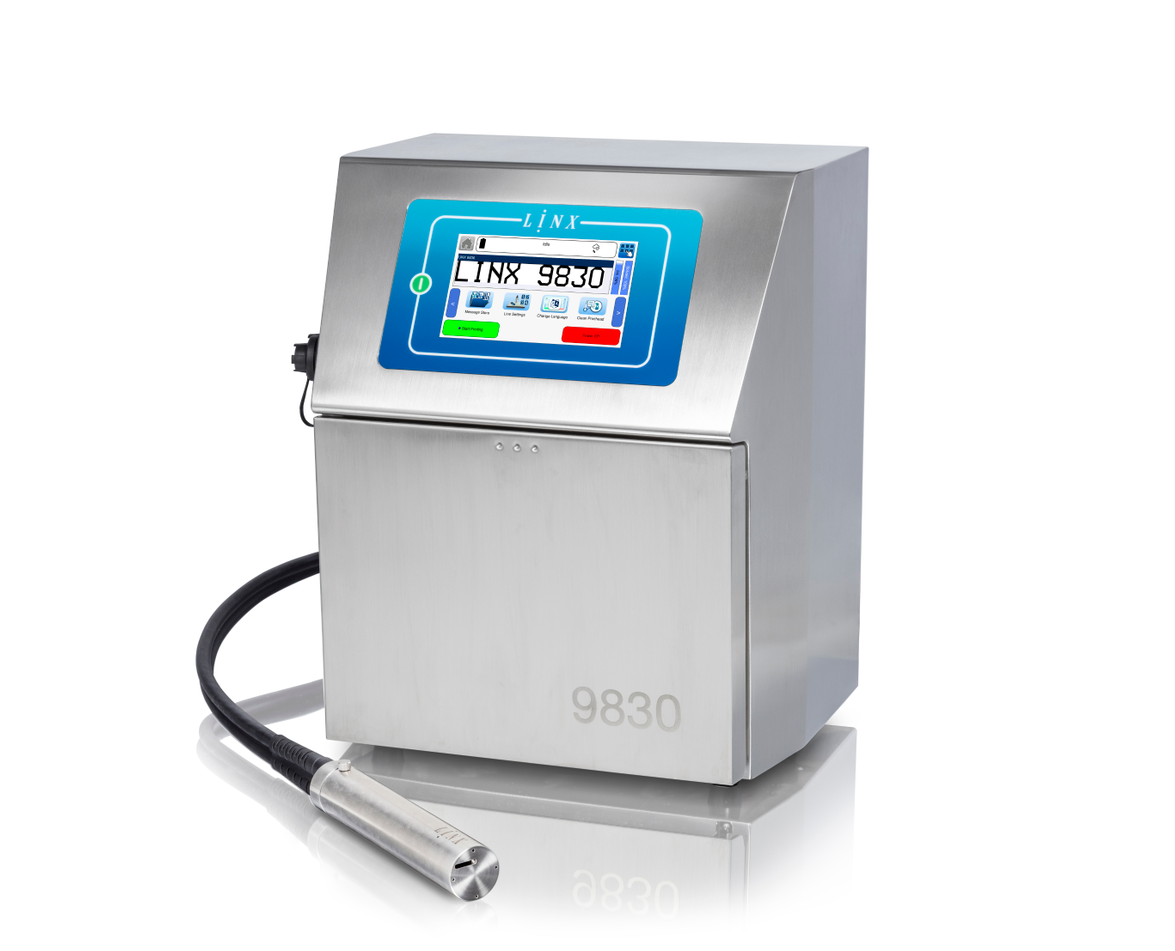
2. LINX 9830:软包电芯、铝塑膜前段赋码工位
整机升级IP65防静电防尘密闭机身,全域静电防护电路覆盖±30kV静电量程,适配前段电芯高静电工况。内置200组图文模板,支持1-8行精细微字符喷印,双重断电防护可锁定7天墨路与喷印参数。采用非接触冷喷墨模式,无任何热辐射接触电芯本体,不会影响电芯内部化学结构,适配高速电芯上料产线。
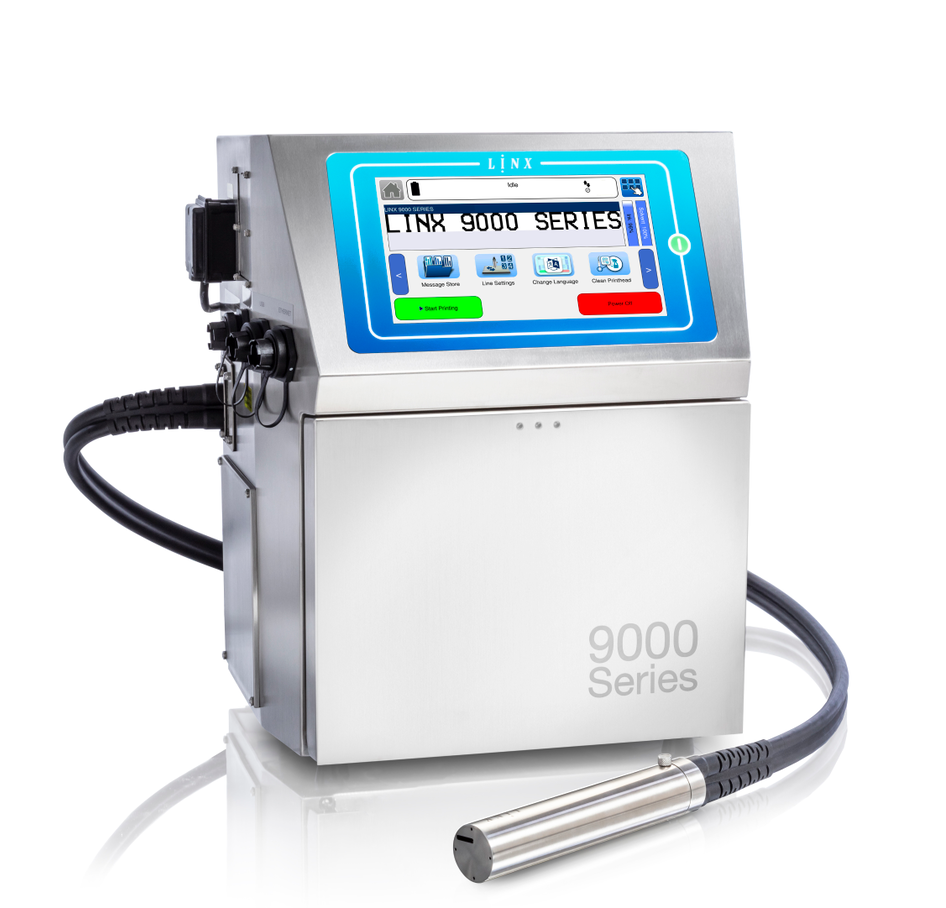
3. LINX 99:模组组装后端标识工位
搭载智能稳压墨路系统,适配车间持续低湿环境,静电防护量程可达±50kV,应对模组装配过程高强度静电干扰。内置500组带预览生产模板,支持1-10行高精度喷印,独立储能断电模块可保存15天联机及溯源数据。可直接对接产线PLC与MES系统,完成电芯码与模组码自动关联绑定。
4. 领新专用光纤激光打码机:电池铝壳壳体工位
采用1064nm可调脉宽光纤光源,打码深度控制在0.02-0.05mm区间,控制表层热影响范围,保留铝壳原有结构强度。设备自带光路闭环补偿模块,适配产线托盘平面度误差,可稳定刻印Data Matrix二维码,生成工业级DPM永久追溯标识,全程无耗材,适配壳体长久耐磨追溯需求。
五、锂电产线专属配套与系统联动能力
全线设备搭载统一Linx消息工作室后台,所有工位追溯模板统一编辑下发,保证全线标识格式统一。依托Linx QuickSwitch系统,产线切换不同规格电芯时,全线设备同步切换工艺参数。配套领新锂电专用抗腐蚀墨水,标识可耐受电解液擦拭、高温烘烤等后道工序,标识留存周期覆盖电池全生产及使用周期。